- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

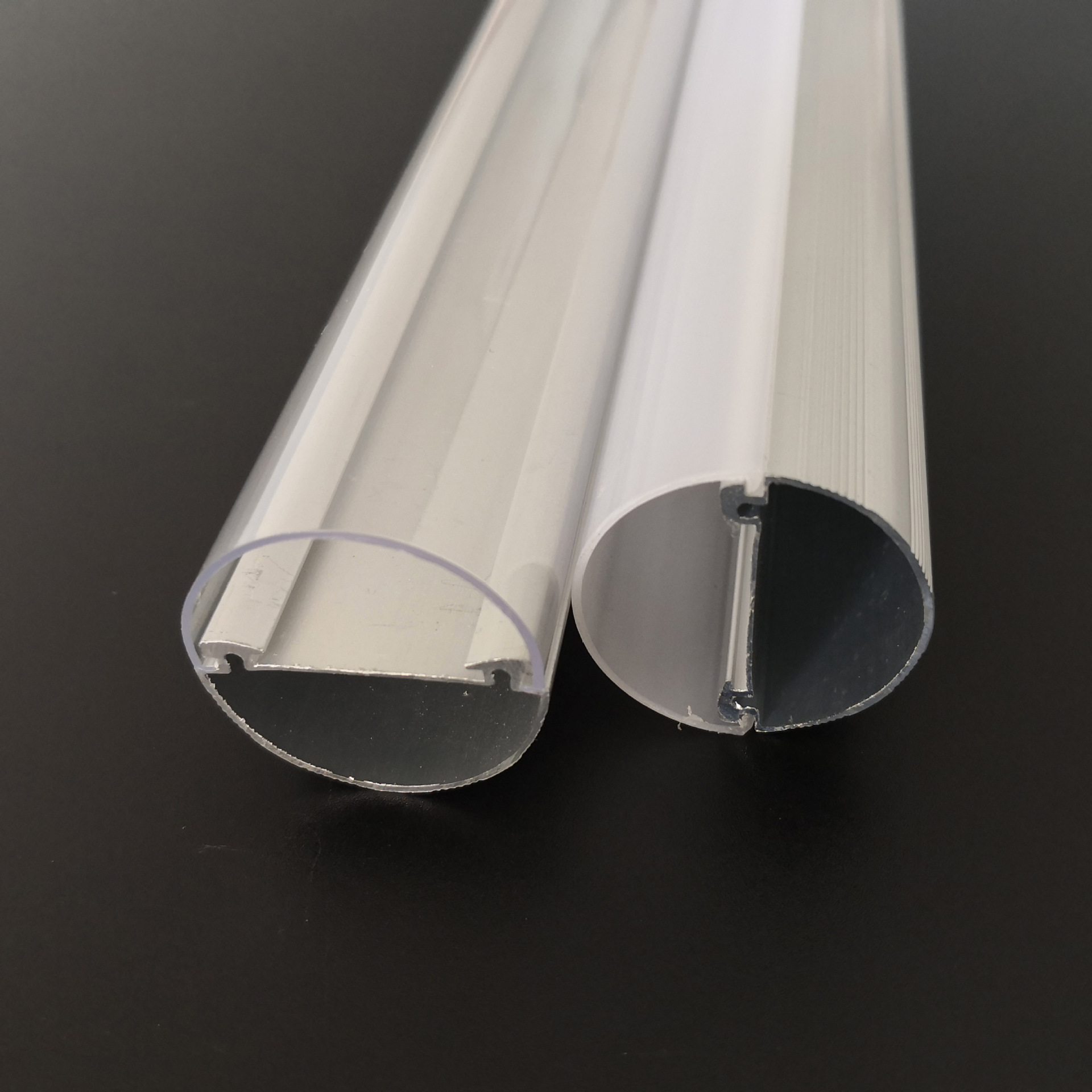
PC ఎక్స్ట్రాషన్ ఉత్పత్తిలో అనుభవం
ముందుజాగ్రత్తలు:
1. ఇంజెక్షన్ ఒత్తిడి ఎక్కువగా ఉన్నప్పుడు, ట్యూబ్లోని ఉష్ణోగ్రత చాలా ఎక్కువగా ఉంటుంది లేదా నివాస సమయం ఎక్కువగా ఉంటుంది, ఇది ఉష్ణ కుళ్ళిపోవడం, రంగు మారడం మరియు తక్కువ భౌతిక లక్షణాలను కలిగించడం సులభం. అచ్చు ఉష్ణోగ్రత 85°C~120°C అని గమనించాలి. (1) 0.02% కంటే తక్కువ తేమను నియంత్రించండి; (2) 120°C వద్ద 4 గంటలు ఆరబెట్టండి మరియు 150°C మించకూడదు.
2. మందపాటి పూర్తి ఉత్పత్తులను రూపొందించడం చాలా కష్టం, ఎందుకంటే పూర్తయిన ఉత్పత్తులు అవశేష ఒత్తిడికి గురవుతాయి, ఇది భవిష్యత్తులో పగుళ్లను కలిగిస్తుంది, కాబట్టి ద్రవ విడుదల ఏజెంట్కు బదులుగా పొడి సిలికాన్ను విడుదల ఏజెంట్గా ఉపయోగించడం మంచిది.
3. ఏర్పాటుకు అధిక ఉష్ణోగ్రత మరియు అధిక పీడనం అవసరం, మరియు స్క్రూ రకం ఫార్మింగ్ షటిల్ తప్పనిసరిగా ఉపయోగించాలి.
4. ఉపయోగం ముందు పదార్థం పూర్తిగా ఎండబెట్టి ఉండాలి.
5. గేట్ మరియు రన్నర్ డిజైన్ చిన్న ప్రవాహ నిరోధకతను కలిగి ఉండాలి.
6. అచ్చుపోసిన ఉత్పత్తిని గోడకు దగ్గరగా ఉండే మందంతో రూపొందించాలి మరియు మెటల్ భాగాలను నివారించాలి. ఇంకా, ఉపసంహరణ వాలు తప్పనిసరిగా 2° పైన ఉండాలి.
7. మోల్డింగ్ సంకోచం రేటు 0.4%~0.7%, నిర్దిష్ట గురుత్వాకర్షణ 1.2~1.5.
8. హీటింగ్ ఉష్ణోగ్రత 230~310℃, అచ్చు ఉష్ణోగ్రత 80120℃, మెటీరియల్ ట్యూబ్ ఉష్ణోగ్రత 260~310℃, ఎజెక్షన్ మెటీరియల్ ఉష్ణోగ్రత 280~320℃, ఇంజెక్షన్ ఒత్తిడి 800~1500kg/cm2, కనిష్ట ఆపరేషన్ ఉష్ణోగ్రత 260°C.
9. ఒక dehumidifying ఆరబెట్టేది ఉపయోగించండి, ఎండబెట్టడం ఉష్ణోగ్రత 105 ~ 120 ° C (క్రింద 0.02 ~ 0.03%), ఇది 24 గంటలు పడుతుంది, పదార్థం పైపు ఉష్ణోగ్రత మొదటి విభాగం 260 ~ 270 ° C; రెండవ విభాగం 260 ~ 270 ° C; మూడవ విభాగం మొదటి దశ 240~250°C; నాల్గవ దశ 220~230°C; అచ్చు ఉపరితల ఉష్ణోగ్రత 40-60°C. ఉష్ణోగ్రత సెట్టింగ్: నాజిల్ 230~300℃, ముందు విభాగం 260~280℃, మధ్య విభాగం 265~275℃, వెనుక విభాగం 250~270℃; స్క్రూ వేగం 40~160rpm, అచ్చు ఉష్ణోగ్రత 80^120℃, ఇంజెక్షన్ ఒత్తిడి 1000~1400kg/cm2 , బ్యాక్ ప్రెజర్ 5-15kg, స్క్రూ కంప్రెషన్ రేషియో 2.4, L/D 15~24.
JE అనేది చైనాలో ఒక ప్రొఫెషనల్ PC ఎక్స్ట్రూషన్ తయారీదారు,
మరిన్ని PC ఎక్స్ట్రూషన్ ఉత్పత్తుల కోసం, దయచేసి దీన్ని చూడండి: www.jeledprofile.com
మీరు కూడా సంప్రదించవచ్చు: sales@jeledprofile.com
టెలి/వాట్సాప్/వీచాట్: 0086 13427851163
విచారణ పంపండి


X
మీకు మెరుగైన బ్రౌజింగ్ అనుభవాన్ని అందించడానికి, సైట్ ట్రాఫిక్ను విశ్లేషించడానికి మరియు కంటెంట్ను వ్యక్తిగతీకరించడానికి మేము కుక్కీలను ఉపయోగిస్తాము. ఈ సైట్ని ఉపయోగించడం ద్వారా, మీరు మా కుక్కీల వినియోగానికి అంగీకరిస్తున్నారు.
గోప్యతా విధానం